 |
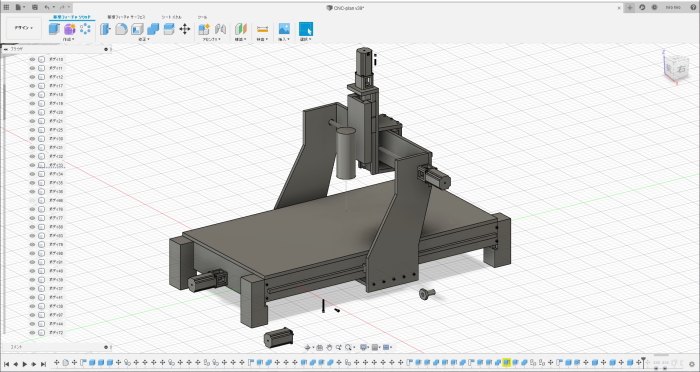
左の図面は現在考察中のCNC加工機のアウトラインです。
ワーク(加工対象物)寸法は900mmX450mmを想定しています。
X、Y軸の面積は広く取れていますが、Z軸(高さ)はそれほどでもなく、約200mmを想定しています。
この加工寸法で現状の製品群の加工は十分に事足りるからです。
万が一、加工寸法が足らないような事象が頻発するなら、ガントリー(鳥居のような形の部分)を高くしたり、テーブル面積を広く拡張することも可能です。
自社製作の加工機なので全てにおいて自由度が高く、大幅なコストダウンが見込めるのが最大のメリットです。
今回製作するCNC加工機は始めは3軸動作で設計していますが、
注文したコントロールボードが4軸対応の為、将来的に4軸化してみようと考えています。
設計中のフレームはガントリーがY軸で前後にスライドし、X軸が左右にモータースピンドルをスライドさせます。Z軸はモータースピンドルの上下です。
スライドはリニアレールでベアリングブロックがスムースなスライドを行います。 |
 |
自作CNCの構築には様々な周辺装置が必要です。
まず、基本的な3軸の動きを担うのが左写真のステッパーモーターと、
そのモーターを制御するコントロールボードとモータードライバーです
写真左側の4つがモーター、真ん中の赤い基盤がコントロールボード、4つの黒い部品がモータードライバー、奥の銀色の部品はAC-DC電源です。
コントロールボードはUSBでPCに接続し、CDに添付の各軸を制御するソフトで加工機が動作します。
これらの部品は国内だとAmazon他の通販サイトで購入が可能ですが、今回は直接中国から購入しました。
大幅なコストダウンが見込めるからです。
ただ、ある一定のリスクもあるため、1度の沢山の部品を購入するのではなく、
数パックを分割で購入します。
そうすることで送料を安く出来る事も大きな要素です。
ステッパーモーターが届いたら、まずはPCでこれらの部品が予定通りに動くのかを確認します。でないと、中国からの購入品は価格は安いけれど、不良品混入も頭に入れておかないと後で後悔することになるからです。
写真はAli公開サイトから引用しています。 |
 |
注文していたステッパーモーター関係がが届きました。
高トルク型を注文しましたが、やはりずっしりとした重さが有ります。
ステッパーモーター 型式 NEMA23
57HS1123A4D8 1.8' 3.0A
の物です。
発生トルクは425OZ/in と表記されています。
無事に動いてくれたらいいですが・・・。
参考価格 1個 約2700円 !送料無料
3つ買いました |
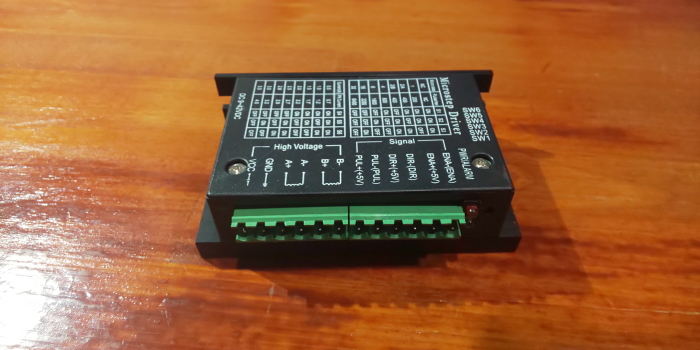 |
そしてステッパーモータードライバーです。
ステッピングモーターはそれに直接電源を接続しても回転しません。
ステッピングモーターに対して、どの方向に何回転しなさいと指令が必要です。
指令はPC → Break out Borad →モータードライバー → モーター となります。
このモータードライバーには様々な種類が有りますが、概ねコピー?
クローン?商品のようで、価格も日本国内で購入するよりもはるかに安く入手できます。
今回のドライバーの価格はおおよそ、800円 !!でした。(送料無料)
ただし、web情報に記載してある配線図では正常に動作しませんでした。
このモデルを購入した人はどのようにして動かしたのか聞きたいです。
私は海外の情報を調べて配線の間違いに気がつきましたが、国内では情報は皆無でした。
|
右図に従い正確に配線したが、動かなかった・・・。
正しく言うと、極僅かにX軸が片方にだけ動いた。1度位。
海外の情報を漁りまくった結果、違う配線図を見つけて恐る恐る試したところ、動いた!。
一旦動くと、各種設定が進むので追加でY軸、Z軸と全て機嫌良く動くようになった。
Mach3のインストールも若干クセがあり、何度かやり直した所上手く動くようになった。
その2のページに正確な配線図を掲載しています。2020/01/06加筆 |
 間違えている配線図です 間違えている配線図です |
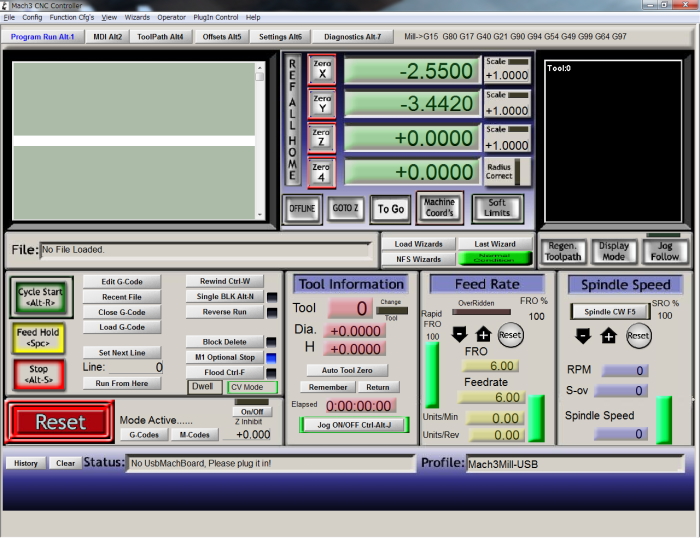 |
CNCの制御はPC上でこのようなソフトで行います。
これはMach3と呼ばれる定評がある?ソフトです。
設定は複雑で深く勉強する必要がありますが、操作していて楽しい物です。
そして、このMach3からの情報を受け取るインターフェースが必要です。
一般にブレークアウトボードと呼ばれていて、国内でもAmazon等でも多数が見かけられます。
それぞれに特徴があるようですが、使用する軸数が種類が選べるので将来的には多軸も挑戦してみたいと考えています。
|
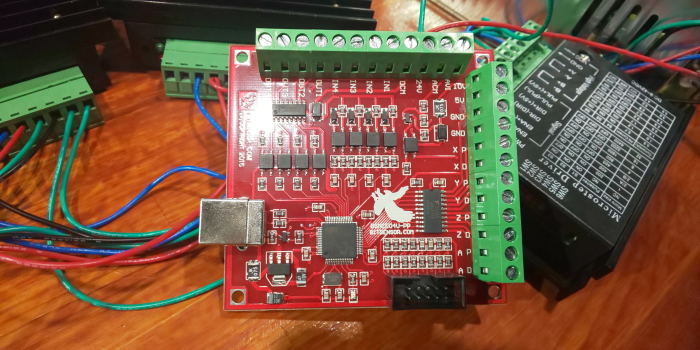 |
これがブレークアウトボード、略してBOBと言う物です。
写真の物は4軸を制御できる物です。
今回試作するCNC加工機は3軸仕様なので1軸あまりますが、将来的に第4軸の動作にも興味があるので好都合です。
これも国内でAmazon等で見かけますが、購入した人は居るのか?不明です。
BOBはMach3とのインターフェースなのですが、Mach3が開発年代が古くてシリアル接続がメインの頃の物のようです。
現在、シリアル接続は淘汰されている為、USB接続でも動くようにBOB側で対応しているようです。
そのUSB接続も始めは動かず苦労しました。
マニュアルとYoutubeを詳細に調べたら情報が見つかり動くようになりましたが、
もっと丁寧なマニュアルが欲しい物です。。 |
2019/11/29
現在のところ3軸の動作に問題は無いようです。
購入当初は販売店がweb公開していた配線図に従ったところ動作せず、
散々調べた結果、ドライバーへの配線が間違っていることに気が付き、
そこを修正したところあっさりと動き出しました。
途中ではBoBを別の物に変更しようかとも考えましたが、結果的に動いてくれたので
何よりでした。
Mach3にサンプルデータが付属していたので試しに机上でGコードを走らせて見たところ、
X,Y,Z各軸がそれらしい動きで忙しく回転してくれています。
Mach3の詳細な設定はこれからですが、加工機本体の設計も概ねが決まってきており、
これからの進行が楽しみです。
3軸の動作の様子をYoutubeに公開するので、興味の有る方は視聴してみて下さい。
|
|
 |
左の写真は主軸(スピンドル)のコントローラーです。
可変周波数制御方式で、主軸が400hzなのでそれに合わせています。
電源の仕様は悩んだのですが、110V 1.5kwタイプを選びました。
他にも220V仕様がありますが、CNC機の設置場所の兼ね合いも有り、電源の確保のし易さからこの仕様にしました。
出力の1.5kwですが、主軸の冷却方式が空冷と水冷があり、好みの問題で空冷式を選びたかったので、空冷式の一番大きいサイズが1.5kwの為に結果的にそうなった感じです。
パネル面には各種の設定キーがあり回転数の調節ボリュームも付いています。
定評の有る商品なのか、殆どの自作、小規模ユーザー向けに使用されています。
型式 HY01D511B
購入価格 11200円 (送料無料) |
 |
写真のように操作パネルが取り外し可能です。
コントローラー本体をCNC制御BOXに格納してしまった場合に、操作パネル部分をBOX表面に移設できるように別体式になっています。
私は制御機器の格納に自作PC向けのATXケースを使用する予定なので、そのケースに格納して、操作が不便な場合には操作パネル部分を移設するかもしれません。現在は未定です。 |
 |
配線関連です。
私の仕様の場合、AC100V入力を左端のR,Sに接続、主軸に右側のU,V,W,Gを
接続することで主軸をコントロールすることが出来ます。
主軸の回転方向が逆になった場合には、U,V,Wのどれか2本を入れ替えるだけで回転方向を反転できます。 |
 |
実際には本機の下面からグロメットを通してターミナルへ接続します。
グロメットのゴムの質感が少し硬くて、このような所に日本製との違いを感じますが、何より価格が安いので良しとします。 |
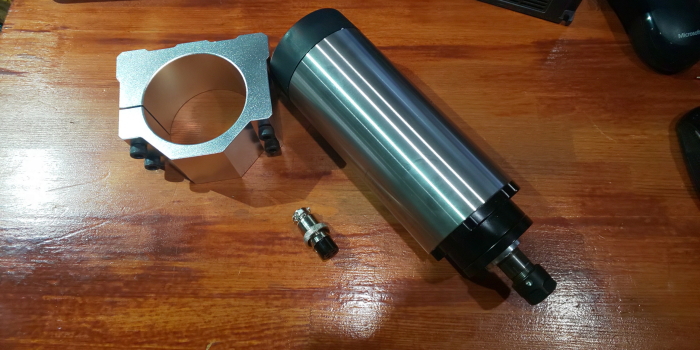 |
そしてこれが主軸です。
110V 1.5kw仕様です。
軸はER16
手に取る時に感じましたが、もの凄く重いです。
モーターブラケットもセットで付いてきました。
価格 20210円 送料無料!
また掲載しますが、他にもテーパーコレットが1mm-10mmまでとincコレットが1つ付いてきました。
あと、写真の電源カプラーも付属品です。 |
 |
ER16タイプのコレットです。切削対象がジュラがメインなので、主軸はしっかりした物を選びました。
あえて空冷式を選んだのは、やはり水冷式の水漏れが怖いからです。
上の電源の部分で少し触れましたが、中国製のゴム製品の品質は良くないので水冷系統に当然使用されているであろう、Oリングのゴム品質が先々足を引っ張るのでは??との疑心から敢えて空冷式にしています。
CNC機を運用してみて、特に夏場などで主軸がヒート気味になるようならその時に自作の水冷ユニットで冷却しようと思います。
ただ、想定される使用用途から考えると空冷式で十分では?と考えていますが。 |
 |
2019/12/13
注文しておいたリニアレールやベアリングブロック、他様々な小物部品が届いた。
梱包を解くと独特の臭いオイルの臭いが部屋に広がる。
注文した部品と届いた部品が間違いが無いかを早速調べます。
案の定、幾つかの部品で違いが有りました。
しかしその辺は想定していたのでまあ良しとする。
形が違う部品はそれに合わせてこちら側の設計を変更する事にして吸収しよう。
では、各部品を紹介していきましょう。 |
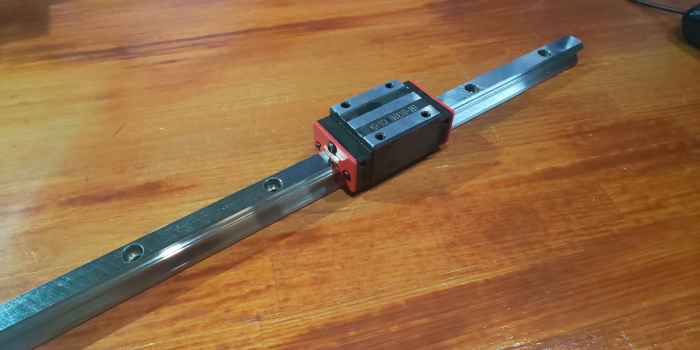 |
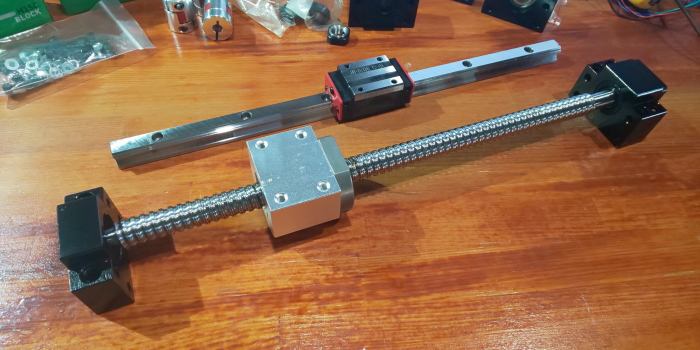
リニアレールとスライドブロック
詳細な寸法比較はしていないが、国産品の写真と良く似ている。
恐らくはコピーしてあるのでは?と想像してしまう。
ブロック内には沢山のベアリング球が並んでいて、これがスライドに合わせて循環することで摺動抵抗を低減させると共に、レールに対してのガタを無くす様に出来ている。
実際にスライドさせると確かにガタが無く、スムースにスライドしてくれる。
写真の物はZ軸用のレール幅15mmの物。
これを2本垂直に立てて、Z軸をスライドさせる。 |
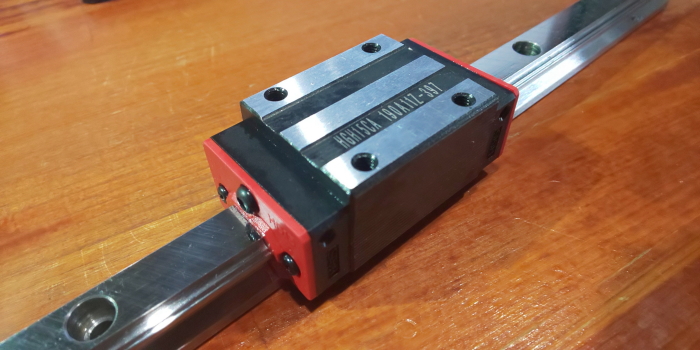 |
レール表面にガッチリと嵌っており、ガタが出ないので切削精度が安定化できる。
レールそのものの表面は国産品に比べて擦過痕が多く、仕上がりは小傷が目立つが性能には影響しないので良しとする。 |
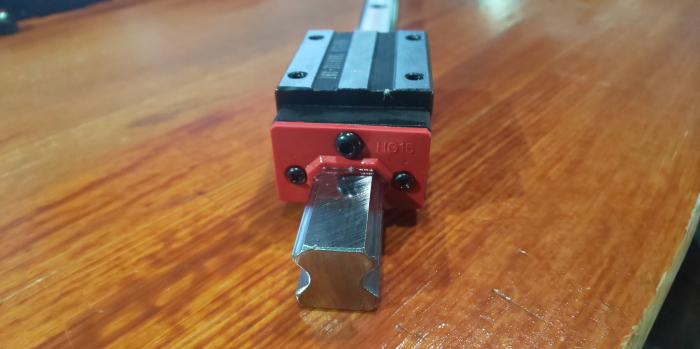 |
リニアレールの断面とブロックの嵌合具合。
赤い部品はダストシールの役目を担っており、レールに付着する切削くずがブロック内部に侵入しないように保護してくれる。
リニアレールの断面はこのような形。
カットは仕上げが荒く若干のバリも有るが、こちらで処理するので良しとする。
何より価格が安く、経費負担が少ないので助かる。 |
 |
レールとベアリングブロックはこのようなサイズを使用する。
中央下の一番大きなブロックはガントリー用のもので、高荷重に対応する為にマウント幅が広くなっている。レールの寸法もZ軸の15mmに比べて、X軸、Y軸は20mm幅をチョイスした。
このブロックを片側に2個ずつ使用し、各軸をぶれなくガッチリと保持する設計。
Y軸とX軸はレール寸法が長い為に写真を撮影していないが、次の機会にどこかで紹介できると思います。 |
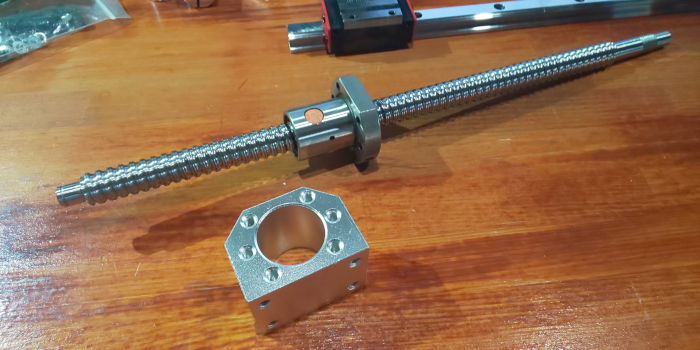 |
ボールスクリューとスライドブロック
ステッパーモーターでボールスクリューを回転させると、中央のスライドブロックが左右に転動する仕組み。
これも、内部にベアリング球が組み込まれていて、左右に動く際のガタが無くスムースに移動できるようになっている。 |
 |
ジョイントカップリング
写真で判るように3つの部品が組み合わさって1つのカプラーを構成している。
中央の赤い部分は硬質樹脂で出来ており、モーター軸とボールスクリュー間に発生する僅かな芯ズレを吸収する仕組み。
X、Y、Z、に各1個使用する。
シャフトに対しては割り締めで結合します。 |
 |
これらのパーツが届いたので、細部の寸法を測定してこちらのオーダーとどれくらい違うかを確認し、設計寸法を部品に合わせて修正していきます。
修正が済んだらいよいよボディー材料の注文です。
2019/12/13 |
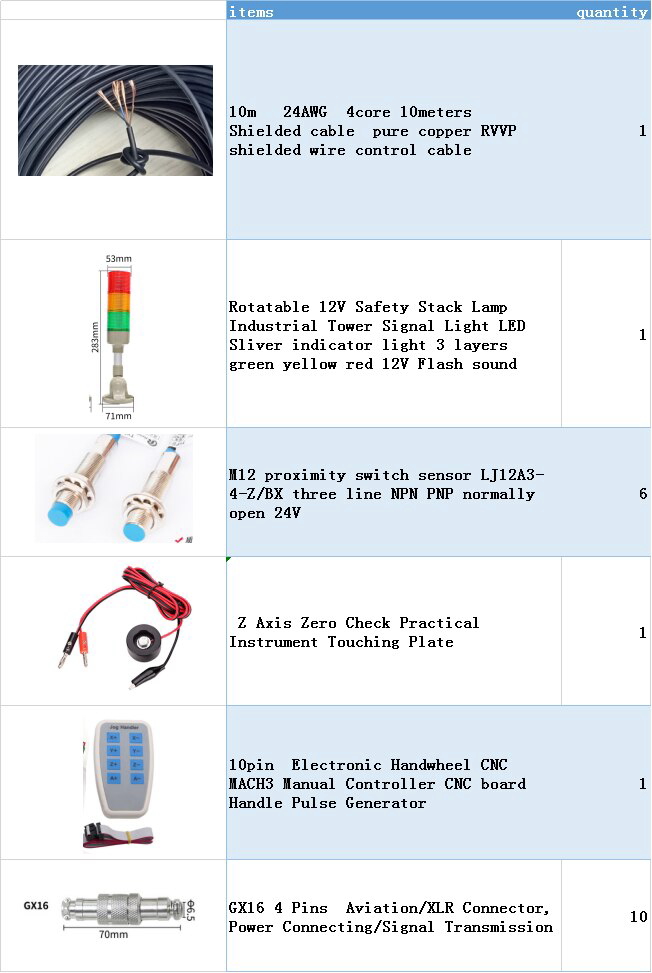 |
CNC機のフレーム設計と平行して写真の部品を発注しています。
CNC加工機のパフォーマンスを自社の製品作りに反映する為に、あれこれと便利な部品を選んでいるので、部品の到着が楽しみです。。
上から順に ・・・。
4芯のシールドケーブル
これは3軸のステッパーモーターへの配線や、後で書くがエンドポイントの検出用センサーに使用します。
CNC加工機は可動部分が多い為に配線長が意外に必要で、制御信号が長い配線を通過する際に外来ノイズが乗ると装置が誤作動します。
その誤作動を防ぐ為にノイズを防ぐシールドケーブルを使用するわけです。
ステータス表示警告ランプ
このランプは各種自動工作機械に一般的に取り付けられているもので、
CNC機から離れていても、機械の動作状態がランプの点灯で一目で判る物です。
常時加工機のそばに居るわけにも行かないので、このような表示は重宝します。
近接検知センサー
このセンサーは各軸の端に設置され、加工機の動作限界範囲を信号でコントロール系に知らせる物です。
このようなセンサー方式や、単純なマイクロSWを使用することも出来ます。
ゼロチェックセンサー
このセンサーはZ軸のゼロ点を検出する為の物です。
CNC加工機のスピンドルが降りてきて、センサー表面に触れた時の位置を検出します。
ボタン式ハンドホイール
このリモコンはXYZ各軸をボタン操作でマニュアルコントロールするものです。
位置決めや、各種設定時に便利な物です。
4Pinコネクター
各軸のケーブルをコントロールユニットに接続する為のコネクターです。
以上、各部品のざっとした説明ですが、実際にCNC加工機を立ち上げていく際に各部分ごとに詳細を説明します。 |
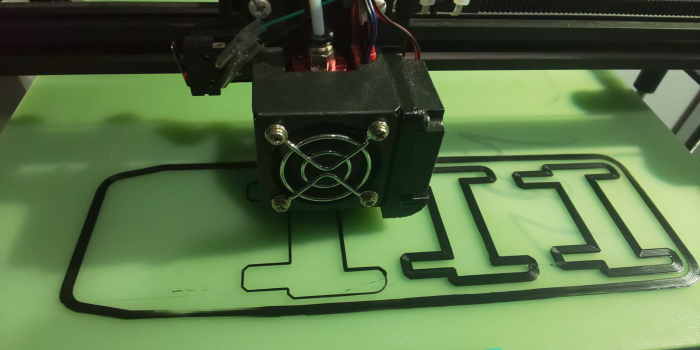 |
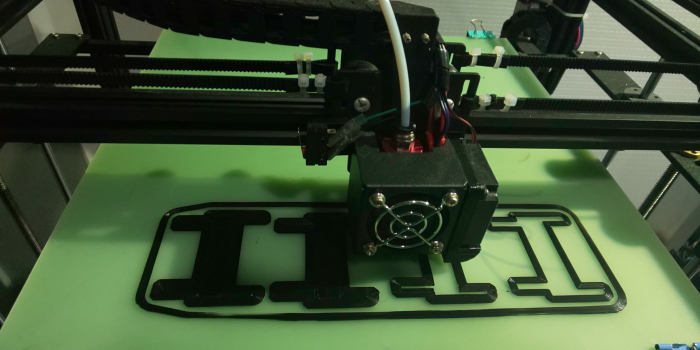
左の写真は3DプリンターでCNC加工機のケーブルチェーンを製作している様子。
ケーブルチェーンは、複数の長い配線が動作機構に付随して左右や上下に移動する際に、配線を束ねてカバーした状態でキャタピラのように保護する物です。
これが有ると動作機構に配線が絡まることなく、CNC加工機が安定して動作できます。
市販品を購入すると良いのですが、自分の欲しいサイズに微妙に合わなかったり、
必要なコマ数が足らない時などにすぐに自社で対応できる為、これらの部品は自分で製作します。 |
 |
3Dプリンターについて少し書きますが、使い慣れると非常に便利な物で、
特にこのようなコマ数が必要で、しかも必要数が見積もりにくい場合など、
必要に応じて生産できる為とても便利です。
3Dプリンターは3D CADで設計した部品をそのまま形に出来る為、自分の好みに合わせた細かい設計が可能です。
CADで設計されたデータをスライサーと呼ばれるソフトで薄い層にスライスします。
そのスライスされた層を下から1枚ずつ、高温のノズルから送り出される溶けた材料でプリントしていく仕組みです。
3Dプリンターは各部のセッティングがシビアで、構造を良く理解していないと必ずつまづきます。
特にノズル部分は適時OHは必要で、仕組みを理解していないと再組み立て後に印刷が上手くできなくなるので、注意が必要です。 |
 |
この3Dプリンターもまた、CNC制御なので金属を切削するのか、溶けたプラスティックを0.1mmずつ印刷積層して行くのかの違いで各軸の制御などは
基本的に良く似ています。
他にもレーザー加工機が有りますが、これもまたCNC制御なので、これら3つの機械は親戚のような物です。
|
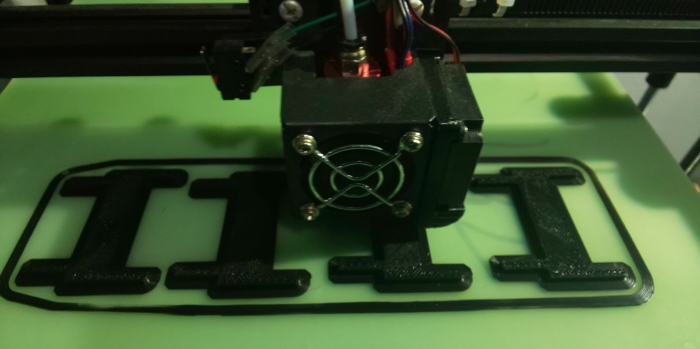 |
少しずつ背が高くなってきました。
これらが出来上がると、4つの部品を嵌め合わせてキャタピラのように繋いで完成です。 |
 |
2019年末ギリギリに注文していたパーツが届いたので紹介しておきます。
左のものはZ軸のゼロ点を判定するゼロ点プローブです。
Z軸先端のエンドミルがプローブの金属面に触れたことを検知して、ブレークアウトボードを通じてMach3がゼロ点判定をしてくれます。
配線としてはシンプルで、赤黒のコネクターをBOBに接続し、黒のワニ口をエンドミルに挟みます。
Mach3からの指令でZ軸が降りてきて、金属面にエンドミルが接触してゼロ測定が完了となります。
価格、300円程でした。 |
 |
この銀色のコネクターは4Pin接続の物で、アビエーションコネクタと呼ばれています。
接続がリングネジで固定できる為、制御BoxとCNCマシンとの接続に使用します。
価格は安い!です。
国内で購入する価格の1/3程度。 |
 |
このセンサーは各軸のエンドポイントを検出する為の物です。
軸の動作範囲を定義する物で、機械の端に取り付けます。
このセンサーに金属が接近するとスイッチがONになり、BOBが端点を判定します。
また後日機械への配線等を紹介します。 |
 |
この装置はCNCの世界ではMPGと呼ばれている物の1種で、マニュアル操作で各軸を動かす為のリモコンです。
一般的にジョグダイアルとも呼ばれています。
MPGにはダイアル方式や無線方式、ボタン方式など幾つかの違いは有りますが、
どれも目的は同じで各軸をマニュアルで移動させ、簡単な切削作業などもG-CODE無しで行うことが出来ます。
ただし、この商品の取り扱い説明は無く、ネットで世界中を探しても設定方法の記述は無く、かろうじてBOBのメーカーページにヒントが隠されていたのを見つけたのみです。
このMPGで3軸を動かせるようになるまでに2日掛かりました。
現在は3軸の動作ですが、将来的に4軸まで動作させたいので、
その目的に対応できるリモコンです。4軸目はA軸と表現されます。
この商品を日本の中で他に使用する人がいるのかは疑問ですが、
情報としてこのジョグリモコンの購入時の注意点や、Mach3での設定方法を詳細に記載しておきます。
|
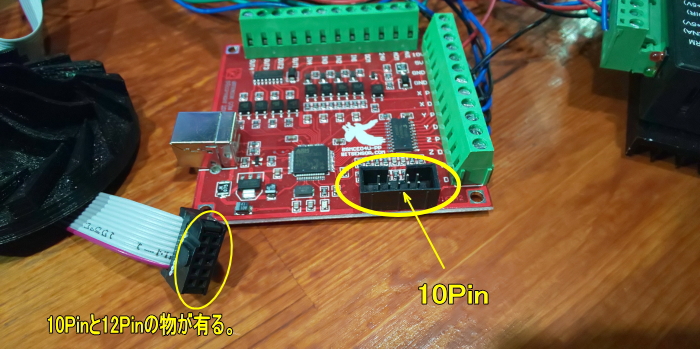 |
ジョグリモコンそのものの購入時に注意が必要な点は、現在使用しているBOBの接続コネクター部分です。
今回使用するボタン式リモコンの接続コネクターには10Pinと12Pin仕様が有り、
私の使用するBOBの基盤は10Pinコネクター式になっています。
購入する際にその点に気がつくまでにしばらく掛かり、当初は知らなかったので、
危うく12Pinの物を購入するところでした。
BOBのモデルによっては12Pin仕様が有るので、BOBの接続コネクターの確認は必須です。
リモコンが届いたので早速接続して操作しましたが、心配が的中し、無反応でした。
そうだ!リモコンに電池でも入れるのかも?!と思い、リモコンを分解しましたが、
中には小さな基盤がポツンと有るだけで電池など必要無さそうです。
ここからネット検索を始めましたが、この商品の使用例が全く無く、正直本当に動くのか?と怪しくも感じました。
BOBのメーカーページにMPGについての記述があり、どうやらMach3での設定が必要と言うことが判りましたが、この商品の設定方法が有る訳ではないので、記載されている設定方法から類推してジョグリモコンのPinアサインを見つけ出しました。
|
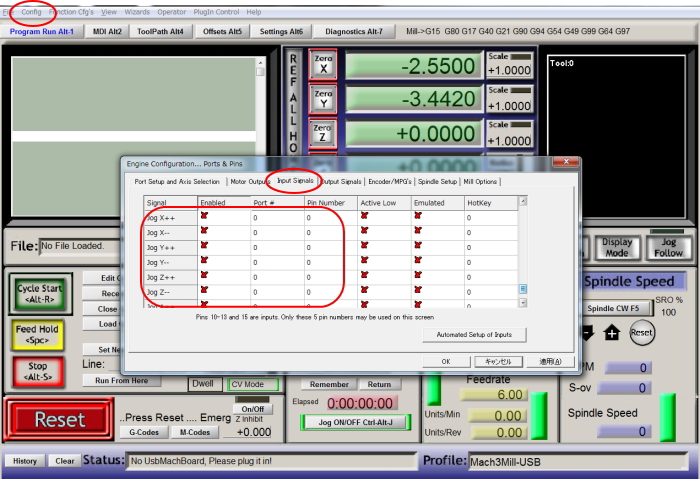 |
ジョグリモコンを動作させる為にはまず、Mach3の詳細設定メニューConfigから写真の赤丸のようにInputSignalsを開くと、左の写真のダイアログが開きます。
ダイアログの一番最後付近までサイドのスクロールバーで下がると、JogX++から始まる設定項目が有ります。
ここのJogX++からJogZ--までの間を赤枠の範囲でアサインする必要があります。
Jog各方向に付き全て3軸共にPort#は 3 を指定します。
|
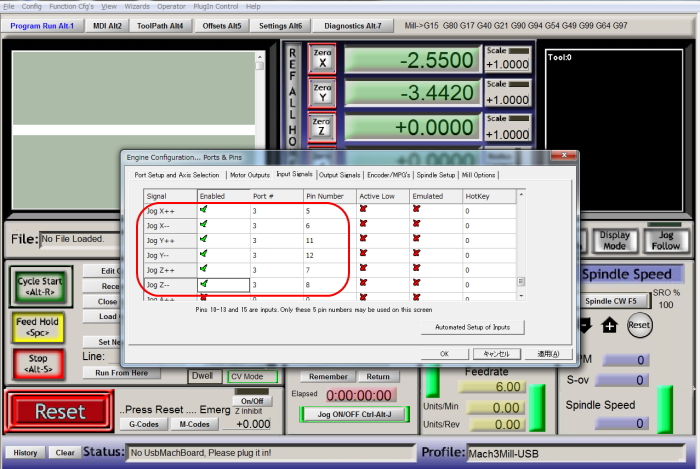 |
左写真のように各軸をアクティベートし、ポートとピンアサインを行い、
適用〜OKでConfigを終了します。
設定が終了したら、Mach3はReset待機状態になるので、リセットボタンを押します。
これでジョグリモコンで各軸が動くようになります。
動き出せばあっけないもので、リモコンの操作に伴い各軸のモーターがボタンの通りにクルクルと回転します。
これで簡単な切削や穴あけ等でも動作させることが出来るので、CNC機がよりいっそう便利な物になります。
記載した各部設定は私の装置での条件なので、全ての販売品が同じ条件で動くのかは、私には判らないです。
これらの条件が何かの参考になれば良いなと思います。
さあ!、これで必要な各部の部品が手に入りました。
あとは年明けに本体のアルミ材料を発注し、それらが届いたらいよいよCNC加工機の製作開始です。
|
| |
|
| 以降の記事は次のページに記載しています。 |
|
| |
次のページへ進む |